公司地址:江苏省无锡市锡山区锡北镇泾瑞路40号
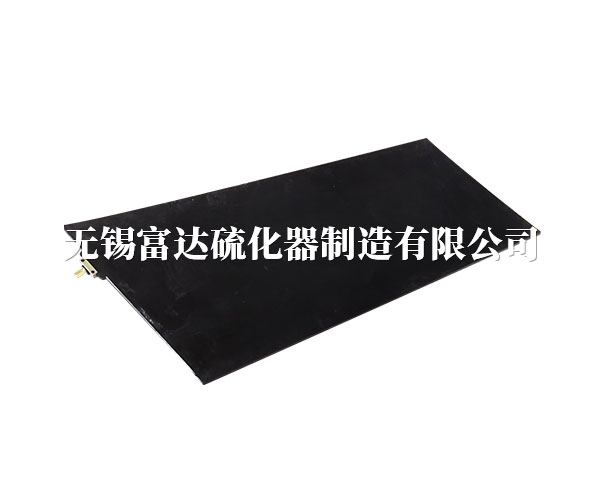
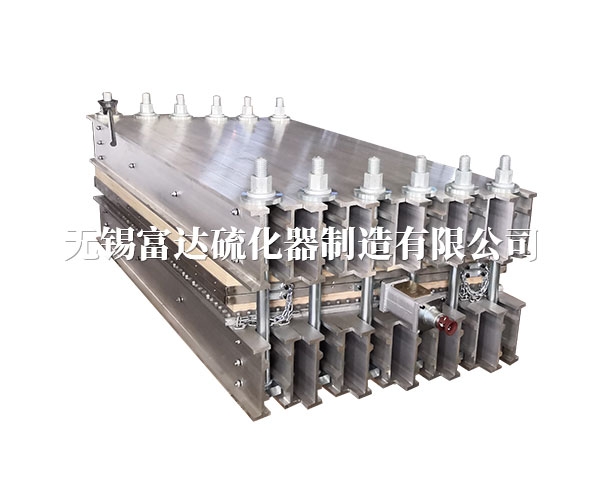
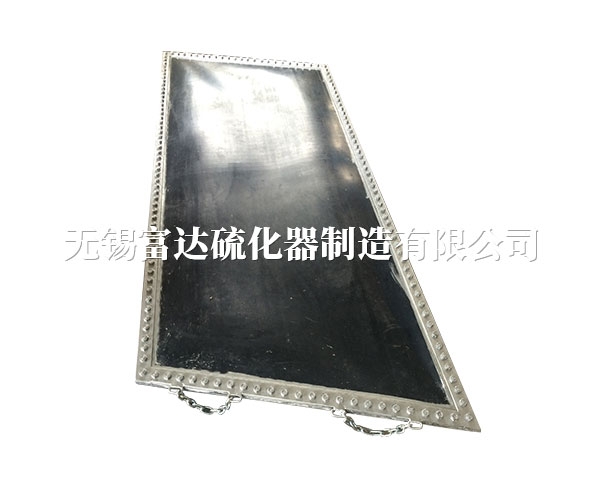
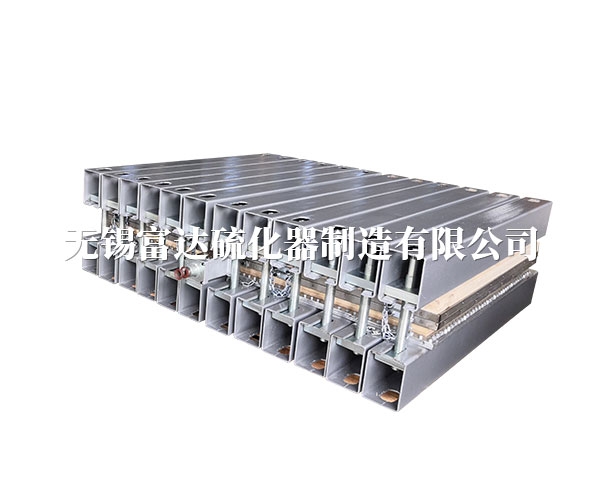
公司主营:硫化器,硫化机,矿用硫化机
邮政编码:214194
业务热线:0510-83791966,83793608
Q Q :1064443097
传 真:0510-83797966
公司邮箱:wxfuda@126.com
公司网址:http://www.wuxifuda.com
① 公制螺纹衔接时,液压件的端面规则应是钻划出平面型鱼眼坑,深为1mm,粗糙度应为Ra3.2μm,它是与螺纹笔直,选用了组合密封垫圈与 "焊接式端直通管接头体"衔接。
② 选用的是"卡套式端直通管接头",也是靠端面密封,其端面是与螺纹亦要确保笔直度,其接头体是与元件衔接才不会漏油,如果差错过大时,用于是液压体系油温升高后就要漏油。
③ 硫化机液压元件本身的衔接螺纹与端面的笔直度问题比较重要,是液压件生产厂在加工过程中,由工艺或工装来保障的。具体作法是:在钻床上钻螺纹底孔的一起把螺紋攻成,并将平面形鱼眼坑钻锪出来(元件壳体不动),确保其端面(鱼眼坑)与螺纹的笔直度。当体系油温升髙到60℃时,端面与接头体间也不会漏油。图5-1所示衔接方式,壳体与螺紋不笔直一X过大。
(2)硫化机管接头不合格漏油
焊接式管接头体的另一端与管路衔接,也是靠端面封油。钢管的一端与 "焊接式管接头接收",而接收的端面与接头体间靠0形椽胶密封圈密封,这种油封功能较好,油温上升到60℃,压力达到31.5MPa也不会漏油,若加工时有误也会漏油。
硫化机管接头安放0形圈槽的深度契合 "焊接式端直通管接头体' 差太多时,接收端面与0形圈压缩率太小,油温升到55℃时就会漏油,深度较浅又会把0形圑压缩变形。