公司地址:江苏省无锡市锡山区锡北镇泾瑞路40号
公司主营:硫化器,硫化机,矿用硫化机
邮政编码:214194
业务热线:0510-83791966,83793608
Q Q :1064443097
传 真:0510-83797966
公司邮箱:wxfuda@126.com
公司网址:http://www.wuxifuda.com
输送带硫化机胶带接头的规划与制作,规划、皮带机的修正,接头应采取分层、斜口、阶梯式搭接的办法。搭接层数X=Y一1,其间Y为胶带内部尼龙帆布层数。为防止胶带运转时打扫装置,将粘好的接头边缘刮起来,接头的搭接需要考虑到胶带的运转方向,可能对其的影响,不可反向的规划。核算、测量、划线后,就可以揭掉多余的橡胶以及帆布层。
输送带热硫化接头部位橡胶比较硬的原因
由于是硫化时需要加温、加压,并且是需要比较长的时刻,经过是比较长时刻的硫化后,以硫化橡胶的硬度是会提升,因此是会感到接头部位比其他部位硬。输送带接头处的强度是比正常带体的强度要低。
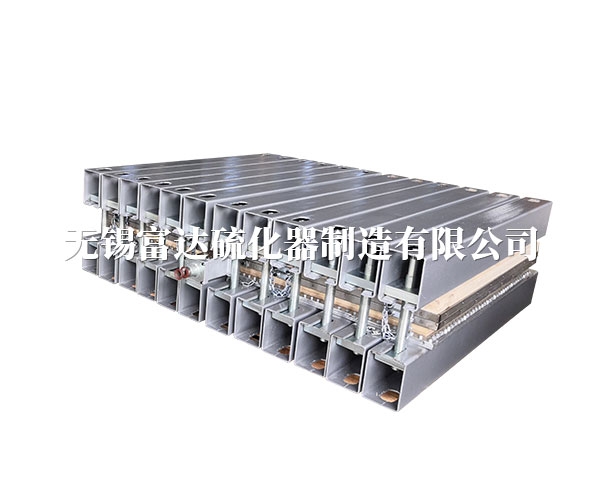
在工作台上加厚垫板:在硫化机工作台与下模间加必定厚度的垫板,使动梁工作行程上移,从而减少了突然失载时工作缸上腔的容积,相应减少了所贮存的液体弹性能量。
一般是用机械办法衔接时,接头强度是仅能达到带体强度的40-50%,冷胶办法质量是比较好时,接头强度能达到60-70%,而热胶接头强度能达到80-90%(接头办法正确、无质量缺陷)。由于接头部位的强度比较低,如果胶接办法不正确,接头的强度就会越加低,如开刀、打磨时伤及下一层布、打磨过度、搭接长度不行、台阶个数不行、胶接头所用橡胶性能欠好或现已自硫失效、钢丝绳打磨过度、钢丝绳生锈等,接头部位的强度将会大打折扣,在使用时,容易呈现接头部位断开的现象。