公司地址:江苏省无锡市锡山区锡北镇泾瑞路40号
公司主营:硫化器,硫化机,矿用硫化机
邮政编码:214194
业务热线:0510-83791966,83793608
Q Q :1064443097
传 真:0510-83797966
公司邮箱:wxfuda@126.com
公司网址:http://www.wuxifuda.com
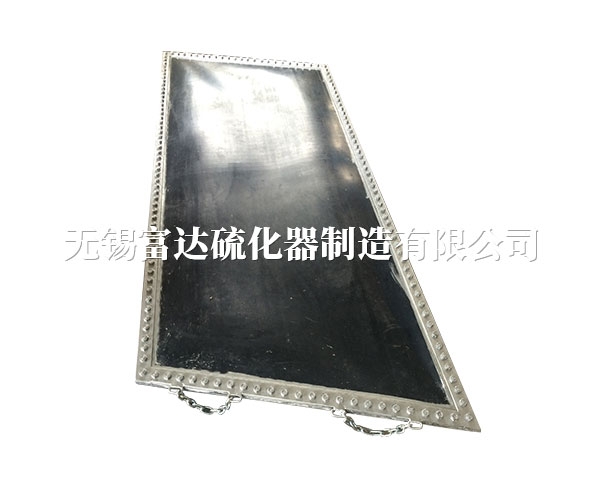
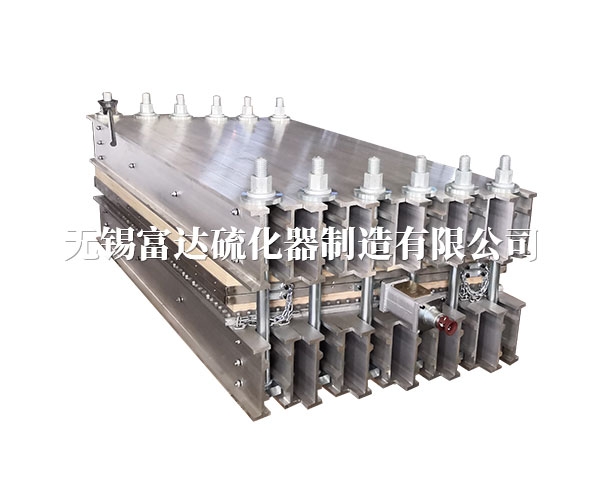
硫化机是一种对各种橡塑制品进行硫化的机器,具有定时锁模、自动补压、自动控温、自动计时、到时报警等功能。硫化机分电加热、蒸汽加热和导热油加热三种形式。橡胶硫化工艺所需的预加热、上料后的自动排放气、保压硫化、计时报警、自动开模、制品出模等功能于一体。一般采用PLC控制,具有自动和手动操作(按用户实际需求定做),可以记录所需的工艺流程、远程操作和系统管理。热板表面温度均匀,控温准确,温控器(见图温控器)能准确记录温度数据,保压稳定可靠,操作安全方便等特点。
双重刃磨钻头外缘处的切削速度高,磨损快,因此可磨出双重顶角,这样可以改善外缘转角处的散热条件,增加钻头强度,并可减小孔的表面粗糙度。开分屑槽当麻花钻直径较大时,可在硫化机钻头前刀面或主后刀面上开分屑槽。前刀面上的分屑槽在制造时已经做出,主后刀面上的分屑槽由工人在砂轮机上磨出来。
直柄麻花钻常用钻夹头装夹,然后将钻夹头锥柄装入硫化机车床尾座套筒锥孔中即可进行钻削。锥柄麻花钻的装夹锥柄麻花钻的柄部是莫氏圆锥,当钻头锥柄的规格与尾座套筒锥孔的规格相同时,可直接把钻柄装入尾座锥孔内;当两者的规格不相同时,就需要在钻柄处装一个与尾座套筒规格相同的过渡锥套,然后再将过渡锥套装入尾座套筒锥孔内。用V形架装夹所示是用两块V形架将直柄钻头装夹在硫化机刀架上,钻孔前,要先校准核心,钻孔时,可利用床鞍的自动纵向进给进行钻孔。 用专用夹具装夹将专用夹具装夹在刀架上,锥柄钻头可插入专用夹具的锥孔中,如装夹直柄钻头,专用夹具应是圆柱孔,侧面用螺钉紧固。钻削前,应先校准核心,然后利用床鞍的纵向进给进行钻孔。
钻孔时切削用量,切削深度&钻孔时的切削深度是硫化机钻头直径的一半。切削速度&钻孔时的切削速度是指钻头主切削刃外缘处的线速度。进给量7在车床上钻孔时,工件转1周,钻头沿轴向移动的距离为进给量。在车床上是用手慢慢转动尾座硫化机手轮来实现进给运动。进给量太大会使钻头折断。用直径为10的钻头钻削钢料时,进给量选0.1;钻铸铁时,进给量可略大些。
以上就是富达硫化器制造给大家介绍的相关内容。