公司地址:江苏省无锡市锡山区锡北镇泾瑞路40号
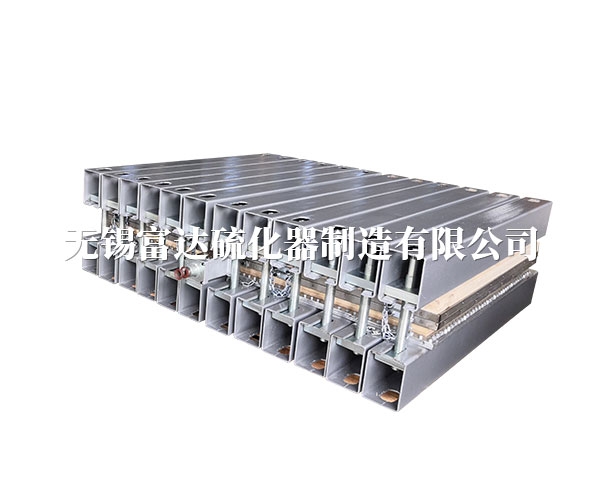
公司主营:硫化器,硫化机,矿用硫化机
邮政编码:214194
业务热线:0510-83791966,83793608
Q Q :1064443097
传 真:0510-83797966
公司邮箱:wxfuda@126.com
公司网址:http://www.wuxifuda.com
1.主动控制可完结合模、排气、控温、硫化计时、报警、开模卸荷等功能;触摸屏当令显示热板各加热区的温度。
2.液压缸选用ZG270-500资料,柱塞选用质地密实的冷硬合金铸铁,铸后精磨而成;液压缸的密封方式为YX型密封圈。
3.热板锅边选用液压主动顶铁,在四个油缸的作用下热板两边的垫铁一起进退;热板两头设有防垫铁重叠设备。
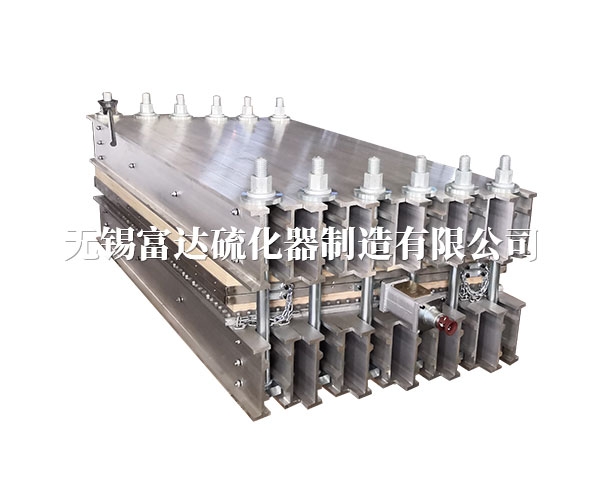
4.热板的每个加热区都设有一组调整温度的阀组,在PLC的操控下,确认热板的各个加热区温度均匀共同。
5.液压系统:运用运用国内外知名品牌的液压站,在PLC的操控下,可完结主动:合模、排气、开模卸荷。
6.机械同步平衡组织:在渠道的下方有一贯穿机组的同步轴,轴的两头设有齿轮齿条,确认渠道水平升降。
7.合模导向设备:鄙人垫台的两边设有合模导向设备,框板与渠道安装导向座,导向座加工斜面,可通过顶丝调整斜面间隔。
温度操控的说明:
一、硫化机的温度操控是由智能操控器在完结硫化进程中对上中下三层加热板的温度,以显示面板来展现加热板温度的检测成果及设定温度值。
二、硫化机模具温度升温进程上是红灯亮起,当达至作业温度则报警灯变为绿色亮。若硫化机生产进程上模具温度有改变任一处不符于设定温度的时候,声光报警会启动、一起机床主动卸压。
三、作业进程上,当模具温度与机床温度是进行双闭环操控的,模具温度一直处于高精度的操控中,以此保障生产工艺完善完结,在作业循环外闭环会免除。